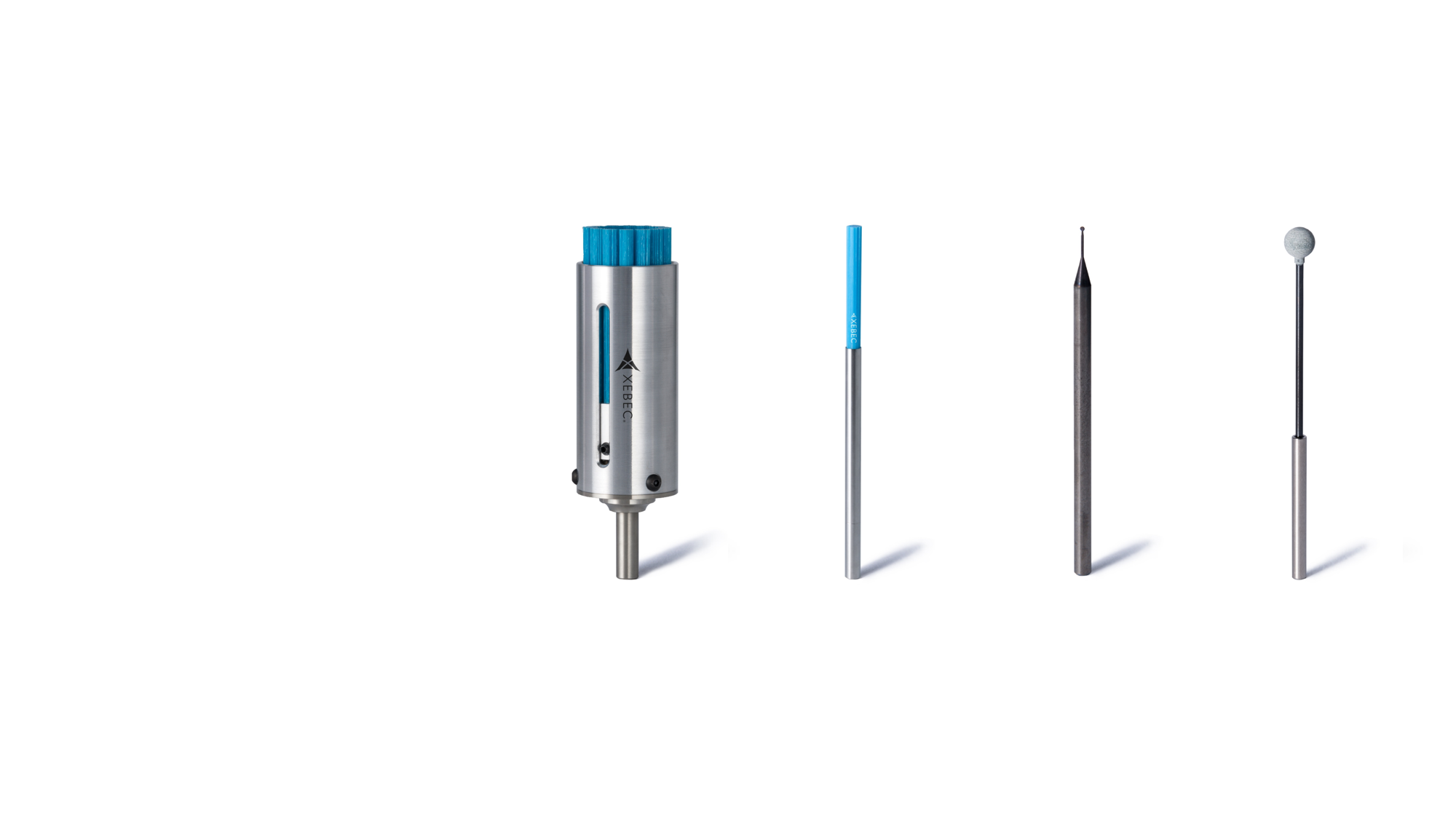
悩みから探す
工作物の形状、前加工の種類ごとに最適なバリ取り・研磨ツールをご用意しております。
XEBEC製品はお客様のあらゆる課題に対して柔軟に対応します。
悩み一覧はこちら
事例から探す
自動車、航空機、医療、家電...etc.
幅広い業界でバリ取り自動化を実現しています。
事例一覧はこちら

製品から探す
セラミックを研磨材として使用したブラシやバリ取り専用に開発したカッターとプログラムなど、バリ取りの常識を変えるツールを多数取り揃えています。
製品一覧はこちら

NEWS
-
2024.04.23
金型磨きコンテスト2024(in 大阪)結果発表
READ MORE
-
2024.04.04
インターモールド(大阪)2024 出展のお知らせ
READ MORE
-
2024.03.27
航空・宇宙機器 開発展(名古屋)2024 出展のお知らせ
READ MORE
LINKS
-
XEBECバリ取りCAMは、マシニングセンタやミーリング機能付きNC旋盤で使えるバリ取り用プログラムを、設問に回答するだけで自動生成できるWEBアプリケーションです。
-
ジーベックテクノロジーのメンバーとして
一緒に働ける人を募集しています。
-
「金型磨きコンテスト」は、3分間でSKD材質ワークの面粗度をどこまで向上できるか?を競うコンテストです。
-
弊社代表住吉のインタビュー記事&動画です。
