XEBEC自動調整スリーブを定位置停止できる装置に取り付けることができます。
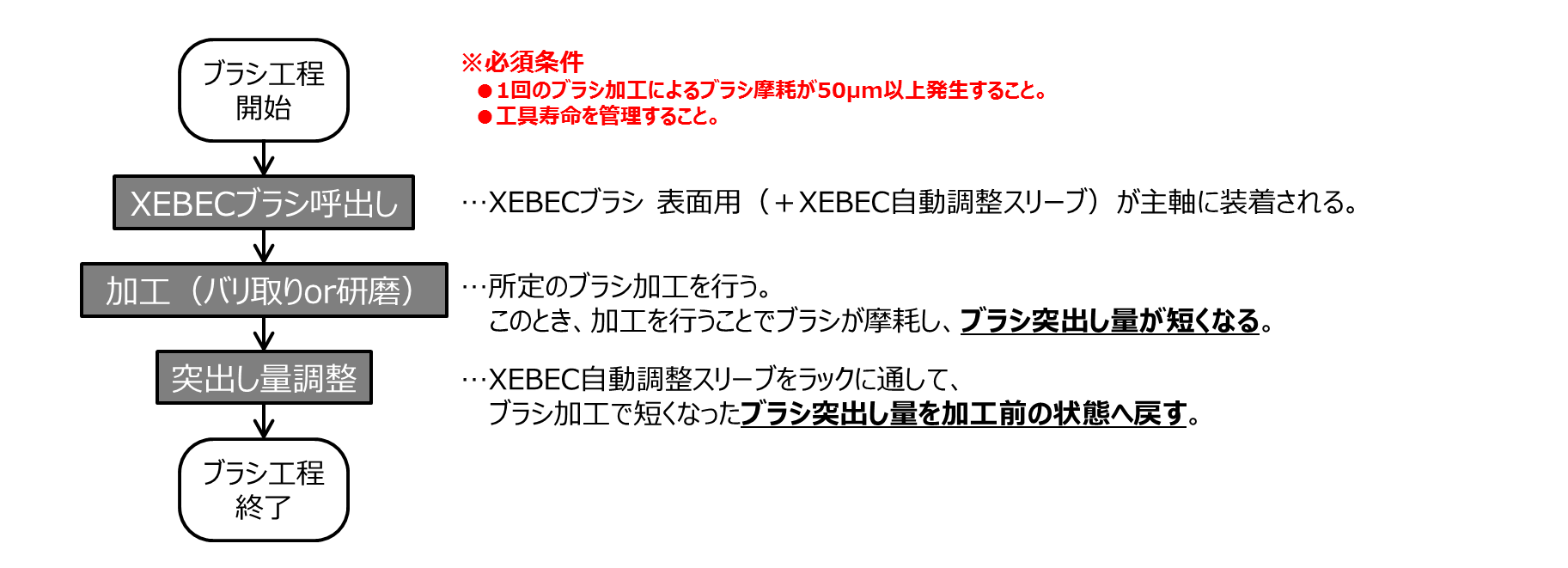
1回のバリ取り加工で摩耗した分だけを、加工直後に補正する方法です。
加工直後、ラックにスリーブを通してブラシ突出し量を加工前の状態に戻します。
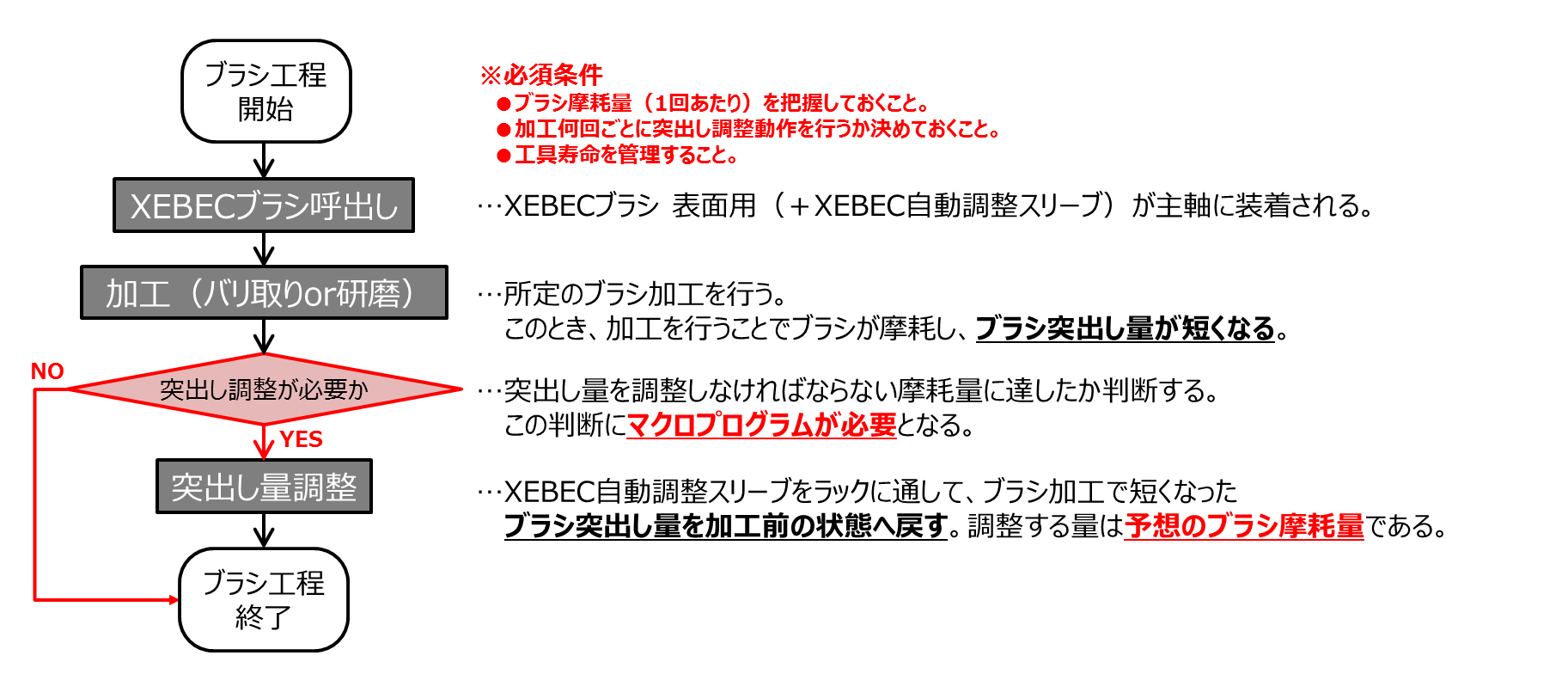
数回のバリ取り加工で発生した累積摩耗量を、1回の調整で補正します。
連続で数回のバリ取り加工を行い、それによって発生した摩耗分だけを加工数回に1回ラックにスリーブを通してブラシ突出し量を加工前の状態に戻します。
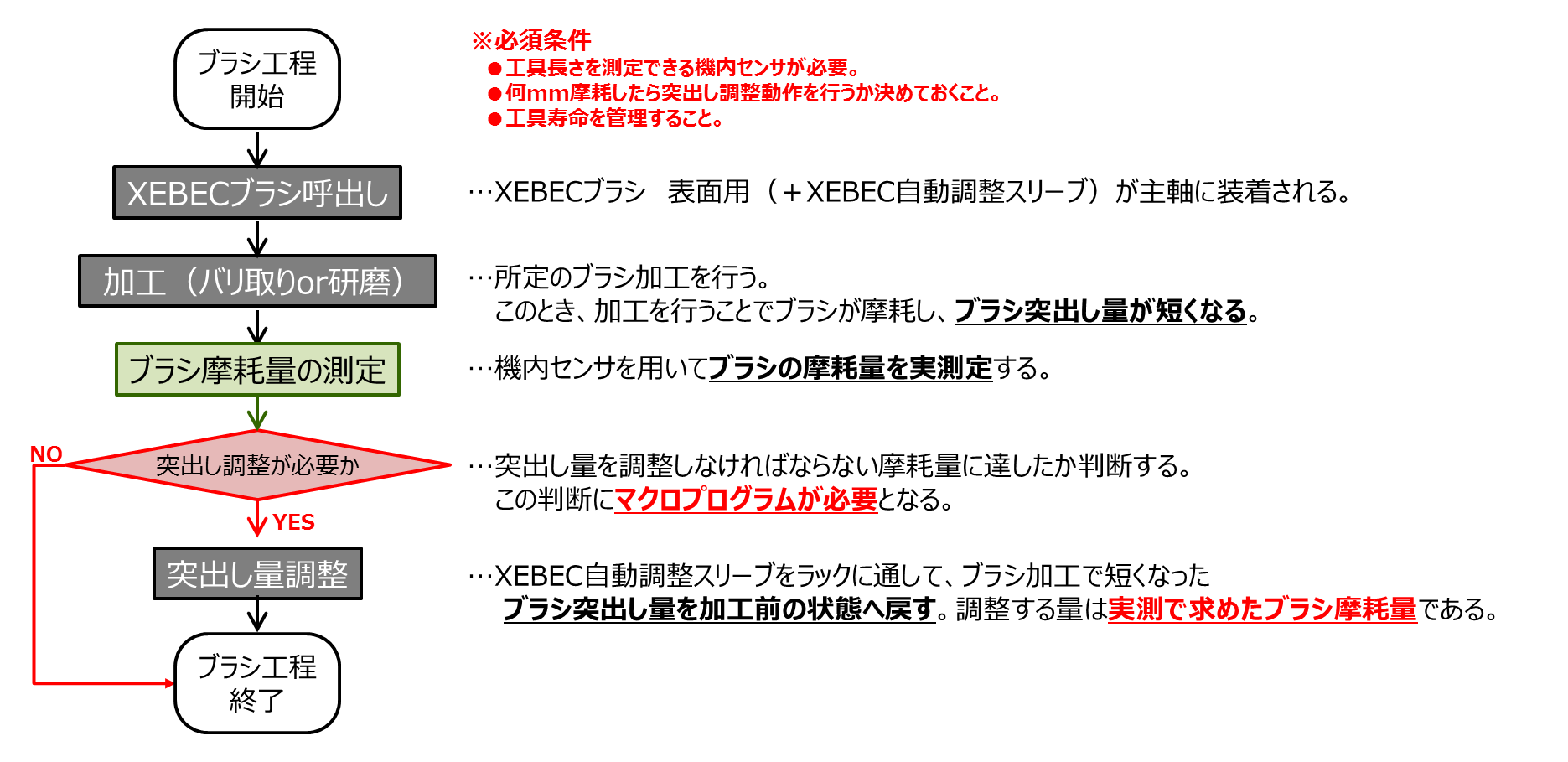
機内センサを使用してブラシ摩耗量を計測し、任意の摩耗量が発生したときのみ補正する方法です。
バリ取り加工後、機内センサでブラシの摩耗量を計測し、突出し調整が必要かどうかを判断させて、必要な場合のみラックにスリーブを通してブラシ突出し量を加工前の状態に戻します。
考え方とプログラムがシンプルである。
カウンタが1つのみで良い(工具寿命用)。
最小調整量の影響で1回あたりの摩耗量が50μm以上発生しなければならない。
突出し調整の動作が毎回発生するため加工時間がかかる。
摩耗量の事前把握が必要(摩耗量は予測値)。
1回あたりの摩耗量が小さくても問題ない(摩耗量:50μm以下/回)。
パターン①のサイクルタイム短縮が望める(突出し調整が数回に1回になるため)。
複雑なマクロプログラムが必要(突出し調整を行うかどうかの判断プログラム)。
カウンタが最低でも2つ必要(工具寿命用+突出し調整判断用)
摩耗量の事前把握が必要(摩耗量は予測値)。
実測値に対する正確な突出し調整が可能。 カウンタは1つのみ(工具寿命用)。
摩耗量の予測ために事前把握をする必要がない。
1回あたりの摩耗量が小さくても問題ない。
機内センサが必要。
センサリングの時間がかかる。
要所でマクロプログラムが必要。
運用3パターンのそれぞれの動作の流れを説明します。
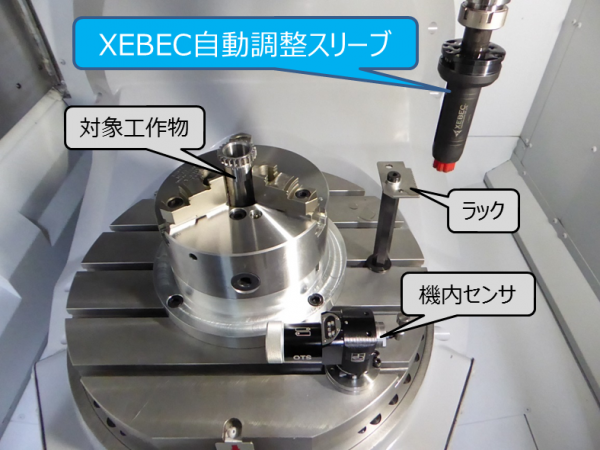
以降の説明では、XEBEC自動調整スリーブと付属品であるラック以外に、対象工作物と機内センサが登場します。
配置状況は下図をご確認ください。
*動画はパターン①と同じです。